Alloy 80A (UNS N07080) for high power internal combustion engine
exhaust valve
PRODUCT
High temperature Alloy 80A (UNS N07080) for high power internal
combustion engine (diesel engine and gasoline engine) exhaust
valves for automobile, locomotive, tractor, ship, tank, oil rig,
construction machinery and mobile power station, etc.
EQUIVALENT DESIGNATION
GH4080A, NIMONIC® alloy 80A, VDM® alloy 80A (Nicrofer 7520 Ti),
W.N.2.4952, 2.4631, NiCr20TiAl, ATGS3, NC20TA, 2HR1, 2HR201,
2HR401, 3HR601, DTD736B
OVERVIEW
UNS N07080 is a wrought, age-hardenable nickel-chromium alloy,
strengthened by additions of titanium, aluminum and carbon,
developed for service at temperatures up to 815°C (1500°F). It is
produced by high-frequency melting and casting in air for forms to
be extruded. Electroslag refined material is used for forms to be
forged. Vacuum refined versions are also available.
SKETCH OF EXHAUST VALVE
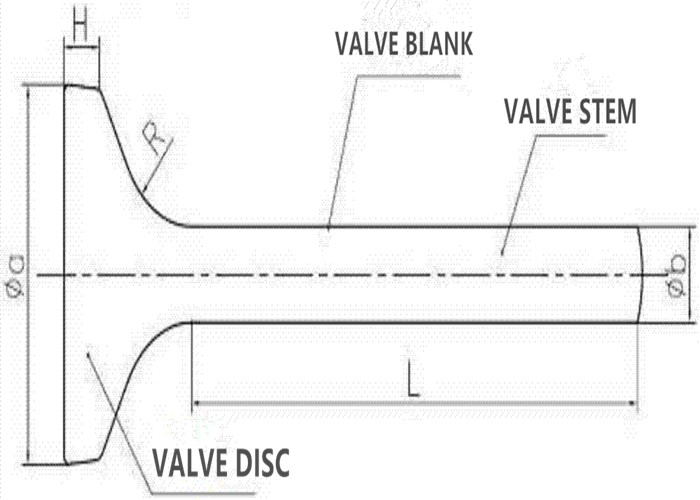
PRODUCTION PROCEDURE OF EXHAUST VALVE
Blanking → Electric heating upsetting forging of head blank → Heat
treatment of head blank and rod → Friction welding → Rough turning
or grinding → Finish turning → Cut fixed length → Semi-fine
grinding the stem → The valve stem chrome plating → Fine grinding
the stem → NDT of the finished valve → Delivery

SURFACE CONDITION OF EXHAUST VALVE

PRODUCTION SITE OF EXHAUST VALVE

ALL PRODUCT FORM OF UNS N07080
UNS N07080 is available in forms of bar and rod, wire, strip,
sheet, forging, circular blank, ring, extruded section, pipe and
tube etc.
Rod and bar delivery condition: forged, rolled, drawn, heat
treated, oxidized, descaled or pickled, twisted, peeled, ground or
polished
Strip delivery condition: cold rolled, heat treated, pickled or
bright annealed
Forged bar: 600mm diameter max.
Hot rolled bar: 120mm diameter max.
Cold drawn bar and rod: dia.4.0mm - 25.0mm
Bright bar and rod: dia.4.0mm - 25.0mm
Cold drawn wire: dia.0.10-10mm
Other shapes and dimensions, such as circular blanks, rings,
forgings, extruded section, pipe and tube can be requested.
APPLICATION
UNS N07080 is currently used for gas turbine components (blades,
rings, washers and discs), bolts, nuclear boiler tube supports, die
casting inserts and cores, and for automobile exhaust valves.
Additional applications are connecting elements, exhaust valves in
combustion engines and other highly stressed components which are
used in the aforementioned temperature range.
CHEMICAL COMPOSITION (wt%):
| Fe | Ni | Co | Cr | Zr | Ti | Pb | B |
| ≤1.50 | Balance | ≤2.0 | 18.0-21.0 | ≤0.15 | 1.80-2.70 | ≤0.0025 | ≤0.008 |
| Cu | C | Al | Mn | Si | P | S | |
| ≤0.20 | 0.04-0.10 | 1.00-1.80 | ≤1.00 | ≤1.00 | ≤0.020 | ≤0.015 | |
PHYSICAL PROPERTY
Density:ρ=8.19 g/cm3
Melting range:1320-1365℃
(Other detail physical properties available from our brochure)
MECHANICAL PROPERTIES
The following mechanical properties of UNS N07080 apply to the
described conditions and specifications in the specified
semi-finished forms and dimensions (cf. Availability). The
properties for larger dimensions must be agreed separately.
Mechanical short-term properties of solution-annealed UNS N07080 at
room temperature and elevated temperatures as table below
| Temperature | Yield strength1) Rp0.2 | Tensile strength2) Rm | Elongation at fracture A2) |
| °C | °F | MPa | ksi | MPa | ksi | % |
| 20 | 68 | 600 | 87 | 930 | 135 | 20 |
| 100 | 212 | 586 | 85 | | | |
| 200 | 392 | 568 | 82.2 | | | |
| 300 | 572 | 560 | 81.2 | | | |
| 400 | 762 | 540 | 78.3 | | | |
| 500 | 932 | 520 | 75.4 | | | |
| 600 | 1,112 | 500 | 72.5 | | | |
(1) values according to DIN10302
(2) according to ASTM B637
Creep limit and creep strength according to DIN EN 10302 as table
below
The creep resistance of the material may be influenced by cold
deformation after the heat treatment.
| Temperature | Creep limit Rp 1.0/104 h | Creep Limit Rp 1.0/105 h | Creep rupture strength Rm /104 h | Creep rupture strength Rm /105 h |
| °C | °F | MPa | ksi | MPa | ksi | MPa | ksi | MPa | ksi |
| 500 | 932 | 723 | 105 | 640 | 92.8 | 745 | 108 | 587 | 85.1 |
| 550 | 1,020 | 619 | 89.8 | 544 | 78.9 | 582 | 84.4 | 416 | 60.3 |
| 600 | 1,112 | 528 | 76.6 | 419 | 60.8 | 433 | 62.8 | 272 | 39.5 |
| 650 | 1,200 | 396 | 57.4 | 256 | 37.1 | 300 | 43.5 | 157 | 22.8 |
| 700 | 1,292 | 240 | 34.8 | 159 | 23.1 | 186 | 27 | 75 | 10.9 |
| 750 | 1,380 | 155 | 22.5 | 99 | 14.4 | 114 | 16.5 | 37 | 5.37 |
| 800 | 1,472 | 100 | 14.5 | 82 | 11.9 | 70 | 10.2 | 20 | 2.9 |
(Other detail mechanical properties available from our brochure)
CORROSION RESISTANCE
UNS N07080 has a high resistance to oxidation under cyclic
temperature changes. The alloy forms a firmly adhering oxide layer
(Cr2O3), which protects against progressive corrosion and oxidation
attacks. The alloy is resistant to scaling up to 1000°C (1832°F).
The material has proven its resistance to vanadium pentoxide,
sodium and sulphur compounds for exhaust valves in engines operated
with heavy oil.
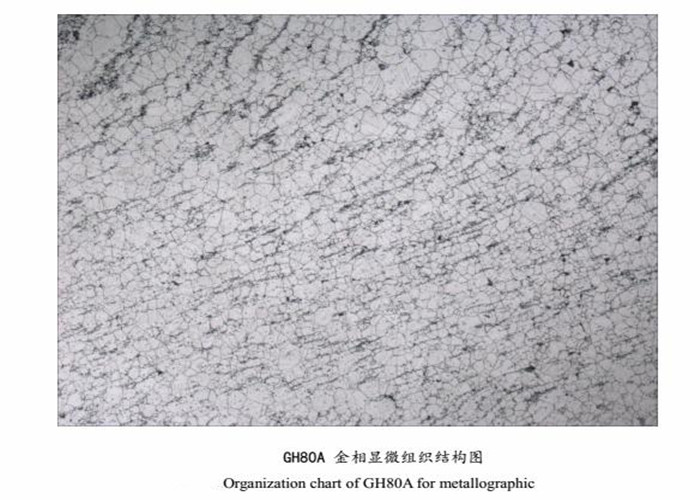
MICROSTRUCTURE
UNS N07080 is an age-hardenable, austenitic nickel-chromium alloy
with admixtures of titanium and aluminum, which retains its
strength through the γ'-precipitations (Ni3(Al,Ti)).
FABRICATING
UNS N07080 can be easily formed both hot and cold and can also be
machined. However, machines that take ac-count of the mechanical
properties are necessary for any processing work.
Heating
It is important that the workpieces are clean and free of any
contaminants before and during heat treatment. Sulphur, phosphorus,
lead and other low-melting-point metals can result in damage during
the heat treatment. This type of contamination is also contained in
marking and temperature display paints or pens, and also in
lubricat-ing grease, oils, fuels and similar materials. Fuels must
have as low a sulphur content as possible. Natural gas should
contain less than 0.1% by weight of sulphur. Heating oil with a
maximum sulphur content of 0.5% by weight is also suit-able.
Electric furnaces are to be preferred due to precise temperature
control and lack of contaminants due to fuel. The furnace
temperature should be set between neutral and slightly oxidizing
and should not change between oxidizing and reducing. The
workpieces must not come in direct contact with flames.
Hot working
UNS N07080 should be hot worked in the range 1050-1200°C
(1920-2190°F) with subsequent rapid cooling down. For special
applications where the endurance strength is more in focus than the
creep resistance (e.g. valves), this temperature window should be
expanded downwards in order to achieve a fine-grained
microstructure. 980°C (1796°F) should not be fallen below. The
workpieces are placed in the furnace heated up to hot-forming
temperature in order to heat up. Once the temperature has
equalized, a retention time of at least 60 minutes for each 100 mm
of workpiece thickness should be observed. After this, the
workpieces are removed immediately and formed during the stated
temperature window. If a temperature of 980°C (1800°F) is fallen
below, the workpiece should be heated up as described above, as
otherwise it would be too firm for further hot forming. Heat
treatment after hot forming is recommended for the optimization of
mechanical properties and corrosion resistance.
Cold working
UNS N07080 is ideally cold-formed in the solution-annealed state.
The material has a significantly higher work hardening rate than
austenitic stainless steels. This must be taken into account during
the design and selection of forming tools and equipment and during
the planning of forming processes. Intermediate annealing at 1040°C
(1904°F) followed by a quick cooling down may be necessary at high
cold-forming temperatures in order to restore further formability.
Descaling and pickling
High temperature materials develop a protective oxide layer in
service. The necessity for descaling should therefore be checked on
ordering. Oxides of UNS N07080 and discolorations in the area
around welds adhere more strongly than in stainless steels.
Grinding using extremely fine abrasive belts or grinding discs is
recommended. Discolorations caused by grinding (grinding burn) are
to be avoided. If pickling is to be carried out, the pickling times
(as for all high - temperature materials) should be kept short,
because they can otherwise be subject to inter-crystalline
corrosion attack. Furthermore, the temperature of the pickling line
must be checked. Before pickling in nitric-hydrofluoric acid
mixtures, dense oxide layers should be destroyed by blasting or
grinding, or pre-treated in salt baths.
Machining
While UNS N07080 in the solution-annealed condition is easier to
process and the strain on tools is less, better surface quality is
achieved in the age-hardened condition. The best results in terms
of the surface quality and dimensional accuracy of the finished
product are achieved by pre-treatment before hardening and by
finishing in the age-hardened condition. For reasons of the
increased tendency to work hardening in comparison with low-alloy
austenitic stainless steels, a lower cutting speed should be
selected and the cutting tool should stay engaged at all times. An
adequate chip depth is important in order to cut below a previously
formed work-hardened zone.
Nimonic 80A should be in the fully heat treated condition for all
machining operations. The high material hardness in this condition
(250-350 HV) requires the use of stringent machining techniques.
Welding
UNS N07080 sheet is readily joined by any of the resistance welding
processes. Fusion welding by conventional processes such as T.I.G.
or M.I.G. (dip or pulsed transfer) is satisfactory for section
thicknesses up to about 5 mm (0.2 inch). Above this thickness
micro-fissuring may occur in the weld and the heat affected zone.
Electron beam, friction, inertia and flash-butt welding have all
been successfully used for thickness greater than 5 (0.2 inch).
The normal precautions for welding nickel alloys should be observed
and welding should be carried out on solution treated material.
Post-weld heat treatment is necessary to achieve optimum
properties.
HEAT TREATMENT
In general, the heat treatment of UNS N07080 includes three stages:
(1) Solution annealing at 1050-1080°C (1922 – 1976°F) for 8 hours
followed by air cooling.
(2) Stabilizing annealing at 840-860°C (1544 – 1580°F) for 24 hours
followed by air cooling.
(3) Age hardening annealing at 690-710°C (1274 – 1310°F) for 16
hours followed by air cooling.
The stabilizing annealing is used to specifically eliminate
carbides at the grain boundaries. The particularly high-strength
increasing γ‘-precipitates are generated during subsequent age
hardening. For applications where the endurance strength is in
focus instead of the creep resistance (e.g. valves), the solution
annealing should occur in the temperature range from 1010-1050°C
(1850–1922°F) in order to counteract any coarse grain formation
that would be detrimental to this application. The mechanical
properties can be specifically adjusted in a wide range through
variations in the forming and heat treatment parameters. For every
heat treatment, the material should be inserted into the furnace
already heated up to the annealing temperature and the information
mentioned in the chapter “Heating” should be observed.
STANDARD SPECIFICATION
Rod, bar, wire and forging
BS 3076
BS HR 1
BS HR 601
ASTM B637 / ASME SB637
AECMA PrEn 2188 / 2189 / 2190 / 2396 / 2397
AIR 9165-37
DIN 17240
DIN EN 10090
Plate, sheet and strip
BS HR 201
AECMA PrEn 2191
DIN 17742
DIN EN 10302
ISO 6208
Pipe and Tube
BS HR 401
COMPETITIVE ADVANTAGE:
(1) More than 50 years experience of research and develop in high
temperature alloy, corrosion resistance alloy, precision alloy,
refractory alloy, rare metal and precious metal material and
products.
(2) 6 state key laboratories and calibration center.
(3) Hundreds of patent technologies.
(4) Average grain size 9 or finer.
BUSINESS TERM
| Minimum Order Quantity | 500 kilogram |
| Price | Negotiable |
| Packaging Details | Water prevent, seaworthy transport, non-fumigation wooden box |
| Mark | As per order |
| Delivery Time | 60-90 days |
| Payment Terms | T/T, L/C at sight, D/P |
| Supply Ability | 100 metric tons per month |












